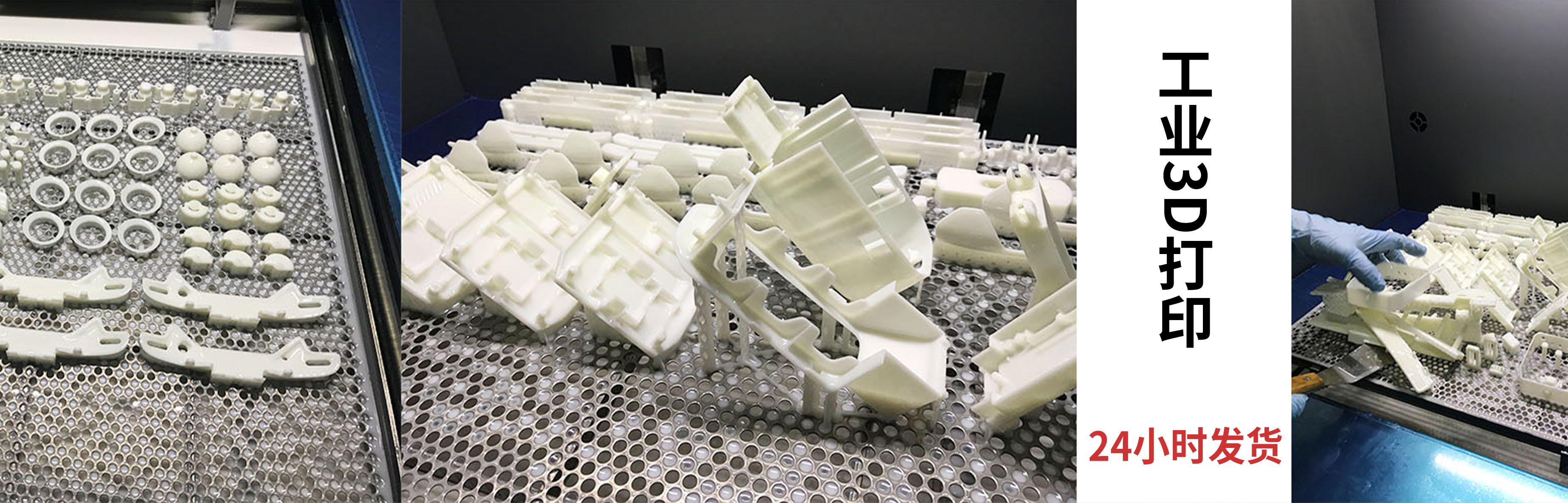
齐拓智能在工业制造领域为客户解决了哪些需求
优化结构设计
由于传统加工工艺的局限导致零部件的设计存在缺陷,我们拥有专业的跨界技术团队,通过3d工艺对结构设计进行优化,在满足设计要求的同时,达到加工简化的目的。
降低加工难度
增材制造的优势可以弥补减材制造的缺点,让加工变得简单。
提升材料特性
可提供丰富的3d打印材料选择,其中有很多材料可以取代传统工艺使用的材料,甚至在某些功能特性上更胜一筹。
个性化定制与小批量生产
在个性化定制和小批量生产方面,3d打印比传统工艺更具有优势,无论是加工成本,还是加工周期。尤其是在售后服务对长期使用后失效零件的修复或再加工;以及组件中单一零件的失效导致的修复或恢复。
缩短加工周期
结构复杂、工序冗长的零部件势必导致加工周期过长、影响产品交付的情况, 3d打印技术的特点可以达到改善交工周期的作用。加快研发进度,大大缩短新产品面市的时间,有利于提高企业竞争力。
-
降低加工成本
相对于减材加工余量大、工序长、精度要求高的特点,3d打印更能起到降低生产成本的作用。
三维立体测量与重建
系统概述
齐拓智能开发了自有技术的结构光三维立体测量与重建的软硬件系统,可用于不同尺度和精度的三维测量,可提供高速、高分辨率的点云获取、三维模型重建,能同CAD设计图纸进行比较以快速检测差异。该系统是三维立体测量、三维工件检测、逆向工程及异形曲面三维建模等应用的理想选择。
主要技术指标
(1) 工作距离:120~1500mm; (2) 高度/深度测量范围:±50~±150mm;
(3) 重复精度:3~20μm;
(4) 测量速度:400k点/秒;
(5) 工作温度:0~+50℃;
(6) 防护等级:可达IP67; (2) 高度/深度测量范围:±50~±150mm;
(3) 重复精度:3~20μm;
(4) 测量速度:400k点/秒;
(5) 工作温度:0~+50℃;
(6) 防护等级:可达IP67; (1) 工作距离:120~1500mm;
(2) 高度/深度测量范围:±50~±150mm;
(3) 重复精度:3~20μm;
(4) 测量速度:400k点/秒;
(5) 工作温度:0~+50℃;
(6) 防护等级:可达IP67; (1) 工作距离:120~1500mm;
(2) 高度/深度测量范围:±50~±150mm;
(3) 重复精度:3~20μm;
(4) 测量速度:400k点/秒;
(5) 工作温度:0~+50℃;
(6) 防护等级:可达IP67;
应用领域
工件三维尺寸测量,铸件外观质量与尺寸检测,逆向工程。
管材内表面缺陷检测分析系统
系统概述 各类金属非金属细管内表面缺陷是各类管材的重要质量参数,但由于技术原因较难获取清晰的图像,常常用内窥镜等器材进行粗略定性检查而导致质量事故的发生。 玖瑞科技根据客户的需求,经过长时间研究开发,最终选取科学的技术方案获取了一致性很高的清晰图像,并对图像进行处理,自动检测内表面各类缺陷。
技术指标 (1)检测目标:细管内表面的裂纹(纵向90%)、划痕(纵向90%)、孔洞、麻坑、缺肉…… (2)管长:不大于4.0米;管径:4~40毫米; (3)检测精度:可自动获取分辨率达0.01mm×0.01mm的清晰图像,自动检测0.05*1mm以上的各类表面缺陷; (4)定位精度:沿长度方向±1mm; (5)检测方式:离线式自动检测; (6)上下料方式:自动或半自动、人工; (7)OA系统:可实现管材、内表面图像及表面缺陷自动查询、比对、存贮、展示、告警等系统功能。
检测方案 玖瑞科技根据不同的项目要求选取如微型摄像头/相机、光纤内窥镜、硬杆内窥镜等技术来获取清晰的图像。  0度角微型摄像头 可导向光纤内窥镜 0度角硬杆内窥镜
0度角微型摄像头 可导向光纤内窥镜 0度角硬杆内窥镜 实验原理 本试验选用工业相机配合硬杆内窥镜的方式深入探测管壁内表面缺陷信息。检测光通过硬杆内窥镜传入狭窄的管内空间,方便相机将钢管内壁轴向的圆柱面实际信息成像为平面图像。 环面图像对应某段测量间距的圆柱面信息,圆柱面随着钢管轴向进给运动,每进给一段距离获取一次图像,再通过相应算法对检测结果进行截取、处理和拼接,就可得到无限近似内表面展开的长方形图像。 下图即为一处图像获取的技术方案
图像算法 齐拓智能拥有一流的算法工程师团队,开发包括细管内表面系列算法,如图像增强技术、图像分割技术、图像拼接技术、不动点技术、表面缺陷算法技术等。
该系统主要用于各类细管的图像检测、细管内表面缺陷自动检测。
电池模组电极装配检测系统
齐拓智能为某单位研制的电池模组电极装配检测系统,通过检测电极片上端与连接导体上端的高度差以判断电极是否插到位。该电池模组由多个电池单元并联,各电池单元的同极性电极片通过连接导体连接在一起。 电池模组 连接导体与电极的装配关系
检测需求
(1) 检测电极片上端与连接导体上端的高度差以判断电极是否插到位;
(2)高度差检测误差:±0.03mm~±0.05mm;
(3)电极数:最多 80 排*2,排间距:约 7mm;
(4)最长 120 秒内完成一个电池模组的检测,包括上料、下料,检测时间最多 90秒;
(5)输出结果:所有未插到位的电极的位置编号(故障点),一个模组有故障点时要输出报警信号;
(6)检测系统应适合工业化生产线使用; (1) 检测电极片上端与连接导体上端的高度差以判断电极是否插到位;
(2)高度差检测误差:±0.03mm~±0.05mm;
(3)电极数:最多 80 排*2,排间距:约 7mm;
(4)最长 120 秒内完成一个电池模组的检测,包括上料、下料,检测时间最多 90秒;
(5)输出结果:所有未插到位的电极的位置编号(故障点),一个模组有故障点时要输出报警信号;
(6)检测系统应适合工业化生产线使用; (1) 检测电极片上端与连接导体上端的高度差以判断电极是否插到位;
(2)高度差检测误差:±0.03mm~±0.05mm;
(3)电极数:最多 80 排*2,排间距:约 7mm;
(4)最长 120 秒内完成一个电池模组的检测,包括上料、下料,检测时间最多 90秒;
(5)输出结果:所有未插到位的电极的位置编号(故障点),一个模组有故障点时要输出报警信号;
(6)检测系统应适合工业化生产线使用; (1) 检测电极片上端与连接导体上端的高度差以判断电极是否插到位;
(2)高度差检测误差:±0.03mm~±0.05mm;
(3)电极数:最多 80 排*2,排间距:约 7mm;
(4)最长 120 秒内完成一个电池模组的检测,包括上料、下料,检测时间最多 90秒;
(5)输出结果:所有未插到位的电极的位置编号(故障点),一个模组有故障点时要输出报警信号;
(6)检测系统应适合工业化生产线使用; (1) 检测电极片上端与连接导体上端的高度差以判断电极是否插到位;
(2)高度差检测误差:±0.03mm~±0.05mm;
(3)电极数:最多 80 排*2,排间距:约 7mm;
(4)最长 120 秒内完成一个电池模组的检测,包括上料、下料,检测时间最多 90秒;
(5)输出结果:所有未插到位的电极的位置编号(故障点),一个模组有故障点时要输出报警信号;
(6)检测系统应适合工业化生产线使用; (1) 检测电极片上端与连接导体上端的高度差以判断电极是否插到位;
(2)高度差检测误差:±0.03mm~±0.05mm;
(3)电极数:最多 80 排*2,排间距:约 7mm;
(4)最长 120 秒内完成一个电池模组的检测,包括上料、下料,检测时间最多 90秒;
(5)输出结果:所有未插到位的电极的位置编号(故障点),一个模组有故障点时要输出报警信号;
(6)检测系统应适合工业化生产线使用; (1) 检测电极片上端与连接导体上端的高度差以判断电极是否插到位;
(2)高度差检测误差:±0.03mm~±0.05mm;
(3)电极数:最多 80 排*2,排间距:约 7mm;
(4)最长 120 秒内完成一个电池模组的检测,包括上料、下料,检测时间最多 90秒;
(5)输出结果:所有未插到位的电极的位置编号(故障点),一个模组有故障点时要输出报警信号;
(6)检测系统应适合工业化生产线使用; (1) 检测电极片上端与连接导体上端的高度差以判断电极是否插到位;
(2)高度差检测误差:±0.03mm~±0.05mm;
(3)电极数:最多 80 排*2,排间距:约 7mm;
(4)最长 120 秒内完成一个电池模组的检测,包括上料、下料,检测时间最多 90秒;
(5)输出结果:所有未插到位的电极的位置编号(故障点),一个模组有故障点时要输出报警信号;
(6)检测系统应适合工业化生产线使用; (1) 检测电极片上端与连接导体上端的高度差以判断电极是否插到位;
(2)高度差检测误差:±0.03mm~±0.05mm;
(3)电极数:最多 80 排*2,排间距:约 7mm;
(4)最长 120 秒内完成一个电池模组的检测,包括上料、下料,检测时间最多 90秒;
(5)输出结果:所有未插到位的电极的位置编号(故障点),一个模组有故障点时要输出报警信号;
(6)检测系统应适合工业化生产线使用; (1) 检测电极片上端与连接导体上端的高度差以判断电极是否插到位;
(2)高度差检测误差:±0.03mm~±0.05mm;
(3)电极数:最多 80 排*2,排间距:约 7mm;
(4)最长 120 秒内完成一个电池模组的检测,包括上料、下料,检测时间最多 90秒;
(5)输出结果:所有未插到位的电极的位置编号(故障点),一个模组有故障点时要输出报警信号;
(6)检测系统应适合工业化生产线使用; (1) 检测电极片上端与连接导体上端的高度差以判断电极是否插到位;
(2)高度差检测误差:±0.03mm~±0.05mm;
(3)电极数:最多 80 排*2,排间距:约 7mm;
(4)最长 120 秒内完成一个电池模组的检测,包括上料、下料,检测时间最多 90秒;
(5)输出结果:所有未插到位的电极的位置编号(故障点),一个模组有故障点时要输出报警信号;
(6)检测系统应适合工业化生产线使用; (1) 检测电极片上端与连接导体上端的高度差以判断电极是否插到位;
(2)高度差检测误差:±0.03mm~±0.05mm;
(3)电极数:最多 80 排*2,排间距:约 7mm;
(4)最长 120 秒内完成一个电池模组的检测,包括上料、下料,检测时间最多 90秒;
(5)输出结果:所有未插到位的电极的位置编号(故障点),一个模组有故障点时要输出报警信号;
(6)检测系统应适合工业化生产线使用; (1) 检测电极片上端与连接导体上端的高度差以判断电极是否插到位;
(2)高度差检测误差:±0.03mm~±0.05mm;
(3)电极数:最多 80 排*2,排间距:约 7mm;
(4)最长 120 秒内完成一个电池模组的检测,包括上料、下料,检测时间最多 90秒;
(5)输出结果:所有未插到位的电极的位置编号(故障点),一个模组有故障点时要输出报警信号;
(6)检测系统应适合工业化生产线使用;
解决方案
使用三轴运动机构带动点激光位移传感器扫描测量电极和连接导体的高度。扫描方向与电极排基本垂直,电池模组底面到连接导体圆柱面最高处的距离固定的情况下,可以使用 2 轴运动机构。点激光位移传感器在运动中高速测量得到电极和连接导体的上包络线。电极片上的检测点设置在连接导体上缺口的中间位置,连接导体上的检测点与电极片上的检测点的距离设置为 4~5mm。通过数据处理检测出每个电极片的位置及其与连接导体上端的高度差。
测量结果
选用某型点激光位移传感器和运动平台做了初步试验,测量时的运动速度为 10mm/s,点激光位移传感器的测量频率为 2kHz。 连接导体凸起部分局部测量值 电极片上端局部测量值 通过对原始测量数据进行平滑处理(平滑处理的窗口大小是一个关键指标),消除错误测量值和去除小的毛刺,然后检测平滑后曲线的山谷点,这些山谷点能够大致定位连接件的凸起部位或者电极片的位置。通过计算山谷点附近测量数据的差值(变化梯度)可以进一步分析出各个连接件凸起部位和电极的边界。